100
100 2022-11-10 01:12
2022-11-10 01:121.发动机怠速时有哒哒哒的响声是什么问题
首先这个“哒哒哒”异响是启动的瞬间有呢?还是启动之后怠速时有呢?
如果是瞬间启动的时候有异响,发动机启动之后怠速就没有异响。那这个故障点很有可能是启动马达内部的碳刷出现了故障。启动马达工作的原理是,通过通电之后电磁铁工作,把启动马达的齿轮和发动机的飞轮结合,同时转动,这时就可以带动发动机启动,发动机启动之后齿轮会迅速回位。这个故障就是因为启动马达的齿轮没有迅速回位导致和飞轮打齿发出的异响,所以需要检查下启动马达。
如果是发动机启动之后怠速有异响,这个故障点很有可能是发动机缸盖内部的液压挺住和气门的间隙过大导致的。因为车辆公里数多了,使用的年份也就久了,发动机气门和液压挺住都会有一定的磨损。间隙过大之后就会出现“哒哒哒”异响。要解决这个故障就需要拆解缸盖来更换这2个部件。
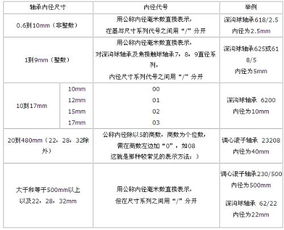
2.滚动轴承的检修方法、工艺和质量标准是什么?
(1)除去润滑油,用汽油将轴承洗净。
(2)用手转动轴承应灵活、不犯卡、无杂音。滚珠、滚柱、滚道内外环表面均匀光滑、无裂纹、无锈斑、无剥离疤痕及机械变形。
否则应更换轴承。 (3)检查保持器无裂纹、变形、锈蚀,且铆钉紧固。
钢保持器轴承立放时,。 (4)测量轴承内环内径、外环外径和轴及轴承套的尺寸,以求恰当的紧力配合。
一般外环和轴承套零对零配合即可;内环和轴径均要求有一定的紧力,紧力大小以轴承装好及能自由灵活转动为原则,轴径大者紧力大些,轴径小者紧力小些,如内径120mm的轴承装配紧力0.01〜0.02_为佳。否则,如配合无紧力,就应对轴承适当处理。

3.下料铆工技师论文
【什么是铆工?】铆工俗称“铁裁缝”,任务是把两种或两种以上金属连接在一起,即铆接;电焊就是热铆,“铆焊不分家吗”。
铆工是金属构件施工中的指挥者,铆工按图纸放样、下料后其它工种开始安装。【主要工作内容】铆工既根据要求作出相应的金属制品 , 主要有识图和制图的知识;常用金属材料及热处理知识;能矫正变形较大或复合变形的原材料及一般结构件,能作成基本形体的展开图,计算展开料长;能使用维护剪床、气割、电焊机等设备;能读懂并装配桁架类、梁柱类、箱壳类、箱门类和低中压容器等图样,并进行全位置定位焊、铆接、螺纹连接,检验尺寸、形状位置。
【基础知识和技能】主要有识图和制图的知识;常用金属材料及热处理知识;能矫正变形较大或复合变形的原材料及一般结构件,能作成基本形体的展开图,计算展开料长;能使用维护剪床、气割、电焊机等设备;能读懂并装配桁架类、梁柱类、箱壳类、箱门类和低中压容器等图样,并进行全位置定位焊、铆接、螺纹连接,检验尺寸、形状位置。【技师培养目标】在熟练掌握基础知识和技能的基础上,能作出复杂结构件的展开图、计算展开料长;制定工艺流程,编写工艺规程;能根据图样的技术要求制定装配、焊接、铆接和矫正工艺方案,设计工装夹具;熟悉质量管理和生产管理的相关知识;熟悉新技术、新材料和新工艺以及相关工种的知识等 。
【主干课程】技师班开设的主要课程:机械制图、机械原理和机械零件、机械制造工艺学、公差与配合、工程力学、电工基础、金属材料与热处理、液压与气压传动、夹具设计、数控编程基础、焊接基础知识、钳工基础知识、质量和生产管理、本专业工艺课、技能训练和生产实习。课程内容包括铆工在铆焊结构的整个制造过程中,从号料到加工成形,直至装配的多道工序和多种操作技能。
有工具、卡具、量具的正确使用;实用的简单几何作图和识图以及基本展开方法;放样,号料和样板制作;材料的冲压、剪裁、气割设备的介绍、调度、安装和正确的操作使用;材料矫正、材料的弯曲成形,压延成形、铆接、焊接的设备和操作技术的表演。最后还通过几个不同类型结构件装配的典型例子,来详细讲解铆工操作技能。
公差公差实际参数值的允许变动量。参数,既包括机械加工中的几何参数,也包括物理、化学、电学等学科的参数。
所以说公差是一个使用范围很广的概念。对于机械制造来说,制定公差的目的就是为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。
几何参数的公差有尺寸公差、形状公差、位置公差等。①尺寸公差。
指允许尺寸的变动量,等于最大极限尺寸与最小极限尺寸代数差的绝对值。②形状公差。
指单一实际要素的形状所允许的变动全量,包括直线度、平面度、圆度、圆柱度、线轮廓度和面轮廓度6个项目。③位置公差。
指关联实际要素的位置对基准所允许的变动全量,它限制零件的两个或两个以上的点、线、面之间的相互位置关系,包括平行度、垂直度、倾斜度、同轴度、对称度、位置度、圆跳动和全跳动8个项目。公差表示了零件的制造精度要求,反映了其加工难易程度。
公差等级分为IT01、IT0、IT1、…、IT18共20级,等级依次降低,公差值依次增大。IT表示国际公差。
公差等级或公差数值选择的基本原则是:应使机器零件制造成本和使用价值的综合经济效果最好,一般配合尺寸用IT5~IT13,特别精密零件的配合用IT2~IT5,非配合尺寸用IT12~IT18,原材料配合用IT8~IT14。配合基本尺寸相同的相互结合的孔和轴公差带之间的关系。
决定结合的松紧程度。孔的尺寸减去相配合轴的尺寸所得的代数差为正时称间隙,为负时称过盈,有时也以过盈为负间隙。
按孔、轴公差带的关系,即间隙、过盈及其变动的特征,配合可以分为3种情况:①间隙配合。孔的公差带在轴的公差带之上,具有间隙(包括最小间隙等于零)的配合。
间隙的作用为贮藏润滑油、补偿各种误差等,其大小影响孔、轴相对运动程度。间隙配合主要用于孔、轴间的活动联系,如滑动轴承与轴的联接。
②过盈配合。孔的公差带在轴的公差带之下,具有过盈(包括最小过盈等于零)的配合。
过盈配合中,由于轴的尺寸比孔的尺寸大,故需采用加压或热胀冷缩等办法进行装配。过盈配合主要用于孔轴间不允许有相对运动的紧固联接,如大型齿轮的齿圈与轮毂的联接。
③过渡配合。孔和轴的公差带互相交叠,可能具有间隙、也可能具有过盈的配合(其间隙和过盈一般都较小)。
过渡配合主要用于要求孔轴间有较好的对中性和同轴度且易于拆卸、装配的定位联接,如滚动轴承内径与轴的联接。配合中允许间隙或过盈的变动量称为配合公差。
它等于相互配合的孔、轴公差之和,表示配合松紧的允许变动范围铆接;铆接缺陷公差际参数值的允许变动量。参数,既包括机械加工中的几何参数,也包括物理、化学、电学等学科的参数。
所以说公差是一个使用范围很广的概念。对于机械制造来说,制定公差的目的就是为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。
几何参数的公差有尺寸公差、形。
4.我的车跑到40开始有摩擦声,60、80迈就嗡嗡响是怎么回事啊
1. 车辆发出的嗡嗡的摩擦回声,多为轴承引起,但还是没有解决,这样问题的隐蔽性很高,A4L前悬挂是多连杆的。
建议:再检查下摆球头是否有松动,和半轴是否有松动,实在不行建议更换轴承。
2.也有可能是共振。
建议:检查调整和紧固发动机变速箱与主车架之间的连接橡胶和螺栓。必要时可加固软连接为接近硬连接,以改变共振速度。同时也可以检查后桥部分的悬挂等。消除共振,需要有耐心和一定经验,但修车店一般都不愿意做这种不太容易见工的工作,所以建议自己搞。
5.浅谈轴类零件修复技术论文
汽车零件修复方法 2010-11-19 汽车维修工程 主要内容: 1.机械加工修复法; 2.修理尺寸法的计算; 3.焊接修复法:气焊、电弧焊、振动堆焊; 4.修复质量的评价与修复方法的选择。
汽车维修工程 第一节 汽车零件修复方法简介汽车零件的损伤主要有变形、断裂、锈蚀和磨 损四类。对前三类损伤一般采用冷加工、热加工 或胶粘等方法修理。
如一般零件变形可用冷压或热压校正后再进行 机械加工修理;轴类零件断裂可用镶套、焊接、锻接等方法修理;气缸体水套出现裂纹可用焊、铆或胶粘方法修理。 零件磨损是最常见的损伤。
汽车维修工程 用胶粘剂修复轴类零件, ③涂胶:用刮刀将胶粘剂涂塞干砂眼、气孔处,用刮刀压紧胶 层,使胶液完全接触铸件的砂眼、气孔的粘接界面。 ④固化:室温固化 (2) (2)附加柱塞法可以在铸件砂眼或气孔处,打一个适当的孔.然 后配一个销子,再用胶粘剂粘接。
或者打孔后再攻螺纹,然后 配一个螺栓,再用胶粘剂粘接。 采用附加柱塞法修复铸件的砂眼或气孔缺陷时,所用的胶粘剂 为厌氧胶、密封胶等类型的胶粘剂。
必须指出,不管是孔、螺 孔、圆柱销、螺栓的粘接接触界面.都需进行表面处理 汽车维修工程 一、汽车零件修复方法分类磨损零件:机械加工 堆焊、喷涂、电镀和化学镀等增补 变形零件:压力校正法 火焰校正法 损伤缺陷:焊接、钎焊、钳工机械加工 粘结修复法 汽车维修工程 二、汽车零件修理特点批量小 余量小,精度难以保证 工件硬度高 加工基准损伤,定位困难 注意点:定位基准与加工精度 轴类零件的圆角 表面粗糙度 汽车维修工程 三、机械加工修复法 1、修理尺寸法 定义:利用机械加工的方法,除去零件的磨 定义 损部分,使零件具有规定的几何形状和新的 尺寸,并选用相应尺寸的零件与之配合轴和孔 修理尺寸的确定 汽车维修工程 图中dm和Dm为轴和孔的基本尺寸; dr和Dr为轴和孔磨损后的尺寸; dr1和Dr1为轴各孔用修理尺寸法修复后的第一级修 理尺寸; C为单侧加工余量; δmax为零件单侧最大磨损量 汽车维修工程 练习题已知汽车发动机曲轴主轴颈标准尺寸为 ?66.00,测得各主轴颈最大磨损部位的尺寸 分别为?65.50,?65.53,?65.45, ?65.48,?65.41,?65.40,?65.55, 假设单侧加工余量为0.05mm,磨损不均匀 系数为0.5 ,试求该曲轴修理尺寸,并确定 是几级维修级别。(以上所有轴颈尺寸单位 均为mm) 汽车维修工程 特点: 应用: 曲轴 延长了结构复杂以及较贵 重零件的寿命 凸轮轴 由于零件强度及结构的限制, 由于零件强度及结构的限制, 加工方法简单,修理质量 转向节主销孔 采用修理尺寸法到最后一级时, 采用修理尺寸法到最后一级时气缸等 , 较高 修理尺寸标准化 标准化(增加了 零件就应该采用其它方法进行修理。
标准化 零件就应该采用其它方法进行修理。 零件的磨损量,加大了成 不同零件的修理级别由设计时确定 本) 过多的修理尺寸限制了备 件的种类,给备件选用带 来困难 汽车维修工程 采用修理尺寸法时,应把配合副中较贵重的 零件保留下来,规定修理尺寸,将另一个零 件换掉。
如:气缸与活塞修理时,修理气缸,配以相应尺寸 的活塞。 曲轴轴颈与主轴承修配时,应修理主轴承轴颈, 再配以相应尺寸的轴承 汽车维修工程 2、附加零件修理法(镶套修理法) 定义:当轴和孔磨损过甚或加工到最后一级 修理尺寸后,在零件力学容许的条件下,可 以加工至较大尺寸,镶入一个套筒或衬套, 并加以固定 固定,然后加工至标准尺寸。
固定衬套与零件必须为过盈 过盈配合,使两者紧密结 过盈 合,从而满足传热和传递力的要求; 也可以用螺纹或者焊接的方法 汽车维修工程 汽车维修工程 应用: 应用: 气缸套、气门座圈、气门导管、飞轮齿 圈、变速器轴承孔、后桥和轮毂壳体中 滚动轴承的配合、螺纹孔、端轴轴颈 等 注意点: 注意点配合形式:过盈 配合or其它固定 形式 配合部位的表面 粗糙度,应达到 规定要求 汽车维修工程 3、零件的局部更换修理法 ---具有多个工作面的零件,由于各工作表面在使 用中磨损不一致,其他部分可使用,为防止浪费 定义:将零件磨损的部位去掉,按去掉部分 定义 的名义尺寸和几何形状制造新件,与其原件 余留部分焊接在一起,经最后加工恢复零件 原有性能 应用:可修复齿轮、花键 应用 汽车维修工程 特点: 应用: 可获得较高的修 理质量 节约贵重金属, 修复工艺较复杂 半轴,变速器第一轴 或第二轴齿轮,变速 器盖及轮毂等 汽车维修工程 4、转向和翻转修理法 定义:将磨损的零件转一定角度或翻面,用 定义 未磨损的部位代替磨损的部位 应用:键槽、螺栓孔、飞轮齿圈 应用 飞轮齿圈 特点:修理方法易行;修理成本低;但其应 特点 用受到结构的限制 汽车维修工程 汽车维修工程 机械加工修理法优点: 用料经济 工艺简便、质量好 能延长零件的使用寿 命 适合于修复贵重零件 缺点: 对机械加工的精度要 求高 对高硬度和交变载荷 的零件要保证其硬度 和强度 汽车维修工程 四、焊接修复法 可修复磨损量较大的零件,能增加零件的尺 寸,焊层厚度易控制 设备简单,修复成本低 定义:焊接修复法修复零件是借助于电弧或气 定义 体火焰产生的热量,将基体金。